
-
Flexo printing
Flexo printing is a rapid, uncomplicated and inexpensive high printing process, which nonetheless supplies very exact results. Screening finenesses of more than 50 lines per centimetre are not a problem. Flexo printing operates in the roller rotary printing process. In general, the flexo printing press has a anilox roller, which inks the printing plate, a printing cylinder, which is also called a format cylinder, on which the flexible printing plate is attached, and a counter-printing cylinder, which leads the printing substrate. Except in the case of UV printing, printing inks have a thin-ink consistency. Deviations in the construction of the printing press occur through different methods for colouring the anilox roller. In the meantime, the chamber doctor blade printing works or public doctor blade system has largely replaced the outmoded immersion printing work. The anilox roller is not inked via an immersion roller; instead the ink is pumped into a chamber which is printed close to the screen roller with air printing. This chamber also contains doctor blades, which immediately remove the superfluous printing ink from the anilox roller surface. The flexo printing process is suitable for very varied types of substrates: plastics (e.g. B. PE, PET, OPP, OPE, metallised foil), paper, cardboard and paperboard can be printed on to an equal extent. The relatively new technology is increasingly winning out in packaging printing over the previously prevailing offset and gravure process, but is also suited to printing on corrugated board and manufacturing labels. Low cost manufacturing of printing plates, rapidly drying inks, printing of non-absorbing printing substrates and high production speed in combination with modern printing presses has seen the increased popularity of flexo printing in recent years. Recognition characteristics: The screen resolution in flexo printing tend to be coarser than in offset or gravure. As a result the screen structure can be recognised with the naked eye in many flexo prints. One of the biggest problems are runs to 0 percent. This mostly involves hard tear edges, which nonetheless can be minimised by new technologies. The so-called squeezing (dot-gain) element can be recognised in dotted elements.
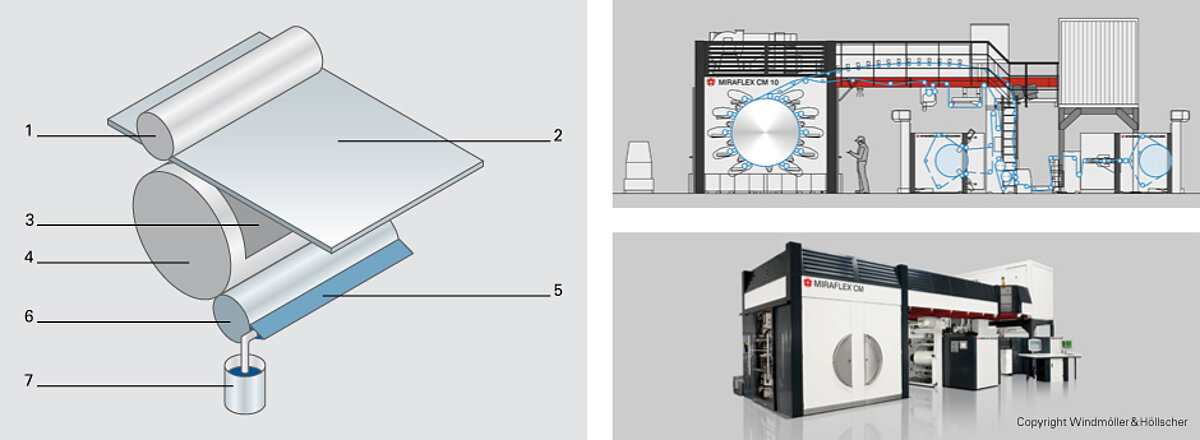
5 chamber with doctor blades, 6 anilox roller, 7 ink