
-
Flexodruck
Der Flexodruck ist ein schnelles, unkompliziertes und kostengünstiges Hochdruckverfahren, das dennoch sehr exakte Ergebnisse liefert. Rasterfeinheiten von mehr als 50 Linien pro Zentimeter sind kein Problem. Der Flexodruck funktioniert im Rollenrotationsdruckverfahren. Generell besitzt das Flexodruckwerk eine Rasterwalze, die die Druckplatte einfärbt, einen Druckzylinder, auch Formatzylinder genannt, auf dem die flexible Druckplatte befestigt ist, und einen Gegendruckzylinder, der den Bedruckstoff führt. Die Druckfarben haben, außer beim UV-Druck, eine dünnflüssige Konsistenz. Abweichungen in der Bauweise der Druckmaschine entstehen durch verschiedene Methoden, die Rasterwalze einzufärben. Inzwischen hat das Kammerrakeldruckwerk oder offene Rakelsystem das veraltete Tauchwalzendruckwerk weitgehend abgelöst. Die Rasterwalze wird dabei nicht über eine Tauchwalze gefärbt, sondern die Farbe wird in eine Kammer gepumpt, die mit Luftdruck dicht an die Rasterwalze drückt. Diese Kammer enthält zudem Rakelmesser, die die überschüssige Druckfarbe unmittelbar von der Rasterwalzenoberfläche abstreifen.
Das Flexodruckverfahren ist für verschiedenste Materialien geeignet: Kunststoffe (wie z. B. PE, PET, OPP, OPE, metallisierte Folie), Papier, Karton und Pappe können gleichermaßen bedruckt werden. Die relativ junge Technik setzt sich vor allem im Verpackungsdruck zunehmend gegen die bisher vorherrschenden Offset- und Tiefdruckverfahren durch, ist aber auch für das Bedrucken von Wellpappe und die Etikettenherstellung gut geeignet. Die kostengünstige Herstellung der Druckplatten, die schnell trocknenden Farben, das Bedrucken von nicht saugenden Bedruckstoffen und die hohe Produktionsgeschwindigkeit in Verbindung mit modernen Druckmaschinen, haben dem Flexodruck in den letzten Jahren einen starken Auftrieb gegeben.
Erkennungsmerkmale: Die Rasterweiten beim Flexodruck sind tendenziell gröber als bei Offset- oder Tiefdruck. Bei vielen Flexodrucken ist die Rasterstruktur daher mit dem bloßen Auge zu erkennen. Eine der größten Problematiken sind Verläufe auf 0 Prozent. Hier kommt es meist zu harten Abrisskanten, die sich jedoch durch neue Technologien minimieren lassen. Bei Strichelementen lässt sich der sogenannte Quetschrand erkennen.
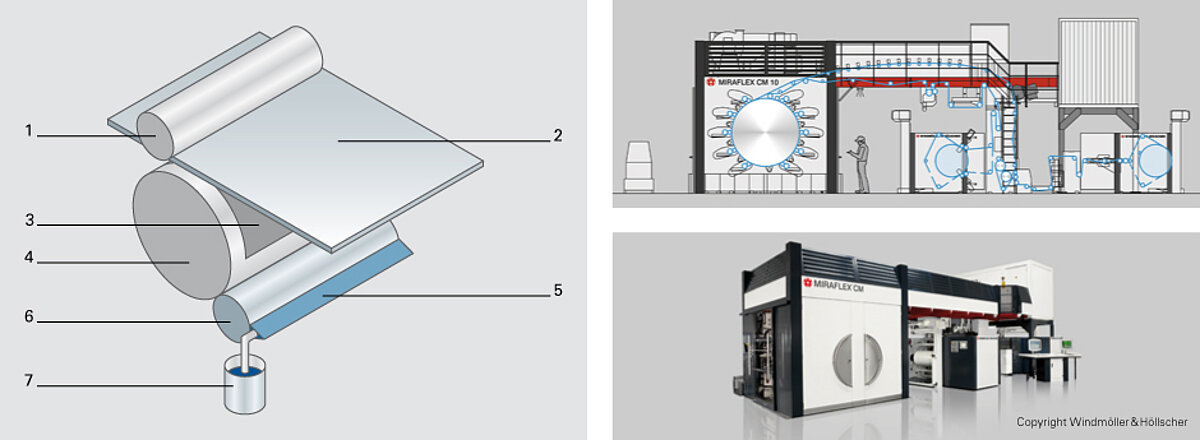
5 Rakelkammer, 6 Rasterwalze, 7 Druckfarbe